 FURNACE CO.,LTD.")
Ta-10W衬管与钢管段的爆炸复合
发布时间:
2025-07-29
Ta-10W合金具有高熔点,很高的高温强度和极好的耐腐蚀性能等特点,适用于高温、高压、耐腐蚀、抗烧蚀的工作环境。采用爆炸复合技术使Ta-10W合金与钢相互复合形成复合板材或管材,则既能发挥Ta-10W合金的优点,又能降低成本。本工作是对Ta-10W合金衬管与CrNiMo钢管段的爆炸复合进行初步研究。
1 Ta-10W合金与钢的爆炸复合参数
为了实现圆管内Ta-10W与钢的爆炸复合,必须由实验确定其复合的最佳工艺参数。而圆管内复的爆炸复合工艺参数通常是通过平面爆炸复合的工艺参数经修正后得出。
爆炸复合的主要工艺参数是碰撞速度V,动态碰撞角β和碰撞点移动速度Ve 爆炸复合是一种复杂的热物理过程,其复合工艺参数与被覆合材料的性能有关,每一组复合材料的组合,都存在一个相应的最佳复合工艺参数。可以根据爆炸复合工艺参数的极限条件,确定出工艺参数的“可焊性窗口”,再从中选择若干组参数进行实验,最后确定出最佳工艺参数。采用这一方法确定了Ta-10W合金与钢板爆炸复合的最佳工艺参数,并利用电子探针、金相分析、硬度试验、拉剪试验、超声探测等分析手段,对复合界面的结合状态、强度和塑性变形层深度、界面成分等进行了分析研究(1.2)。在平板爆炸复合的基础上,进行了钢管段内复的爆炸复合研究。
2 管段内复爆炸复合试验结果及分析
2.1试验用材料
采用了两种尺寸的钢管段样品。薄壁管段样品尺寸为①76 mm×14 mm×56 mm (内径×壁厚×长度),材料为PCrNiMoA 钢,热处理规范为860℃油淬,550℃回火。厚壁管段样品尺寸为φ120 mm×49 mm×100mm,材料为35CrNi3MoVA,860 ℃油淬,600 ℃回火.
复管所用材料分别为Ta-10W合金和1Cr18Ni9Ti。Ta-10W复管是用厚0.4 mm 的薄板弯制成圆管,再用电子束焊接而成,焊后经真空退火处理。1Cr18Ni9Ti是无缝钢管,用它的目的是确定爆炸复合装药量对基管复合后的变形量和机械性能的影响,以便最后确定合适的基管厚度。
2.2炸药及装药量计算
平行安置的爆炸复合结构,炸药的爆速Va与碰撞点移动速度Vc相等,因此炸药的选择受到碰撞点移动速度V。的极限条件限制。Ta-10W与钢爆炸复合时,碰撞点移动速度Vc的下限为2345m/s,上限为3530m/s(1),这就要求所用炸药的爆速应在2345~3530 m/s之间。
试验所用炸药是2号岩石硝铵炸药和加入了10 %TNT的2号岩石硝铵炸药两种,其爆速符合上述要求。圆管内复时药量的计算目前还没有准确的计算方法,一般是 根据装药质量比,计算出平板复合时的炸药厚度,再取其60%为圆管内复时炸药厚度为宜(3)。
2.3管段内复时的爆炸复合装置
管段内复时的爆炸复合装置如图1所示。按照身管管段样品的内径、复管与内膛表面间距、装药厚度及起爆方式等关系,将复管、缓冲层、炸药、起爆药、中心柱、雷管以及定位环准备好,按图1将各部分安装好即可进行爆炸复合操作。表1为试验用样品尺寸,表2为试验参数及结果。表中复合管理论内径是假设复合时基管不发生径向变形,复管均匀地复合在基管上,根据复管体积不变原则计算出其复合后的厚度从而得出复合管理论内径。
2.4复合界面的金相检验和外观检查
将复合后的薄壁管段沿纵向切开,取金相样品检验界面结合形态。检验结果,在所选择的试验条件下,复合界面均是所希望的波状结合。图2是7号样品复合界面的金相照片。这说明所取的燥炸复合工艺参数是合适的,能够实现Ta-10W衬管与钢管段的良好复合,燥炸复合后,Ta-10W焊管的焊缝有局部开裂,说明焊继区的延伸率比基体低,不能满足复合时对塑性的要求。图3是8号样品的实物照片。
2.5管段复合后内径的残余变形量
由于燥炸复合的高能量对管段内表面的强烈冲击,复合后内径残余变形增大是不可避免的。从表2的试验结果看出,薄壁管段样品在不加模具时,燥炸复合后内径变形量超过2%甚至可达5%以上、同时产生腰鼓形不均匀永久变形。在加套相同强度等级的模具后,[/增大,内径变形量可以控制在1%左右。对于厚壁复合管段,其rx/rn比为1.81,内径变形量在1%左右。试验结果表明、随着装药质量比增加,内径变形量增加;随着r₄/ra比值增加,内径变形量降低,故选择适当的装药质量比和r/ra比值,可以控制复合后的内径变形量。
2.6燥炸复合后管段材料机械性能的变化
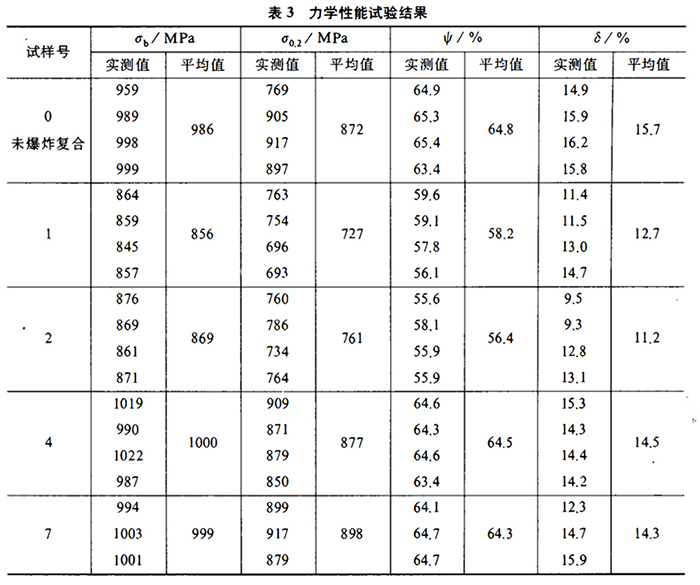
为分析爆炸复合前后基管材料力学性能的变化,从复合前后的管段样品上,沿母线取样加工成拉伸试样。试验结果如表3所示。从试验结果看出,1号和2号样品爆炸复合后内径变形量大,其强度和塑性均降低,即较大的内径变形量导致基管钢管段力学性能恶化。如果内径变形量控制在1%左右,则对管段样品的力学性能影响不大。这一结果说明在进行衬管内复爆炸复合时,必须控制内径变形量,否则将会导致基管力学性能下降。
 3 结论
3 结论
1)采用经修正后的平板爆炸复合最佳工艺参数作为内复工艺参数的方法是可行的。圆管内复时炸药厚度取相同条件下平板复合炸药厚度的60 %左右为宜。
2)在装药质量比R=0.8条件下,能将0.4 mm厚的Ta-10W合金衬管可靠地内复在CrNiMo钢管段内,结合界面是波状结合。
3)在保证钢管段具有一定强度和壁厚的条件下,复合管的内径变形量可以控制在1 %左右,这对钢管段的力学性能影响不大。
论文引用信息
稀有金属材料与工程 第24卷第2期
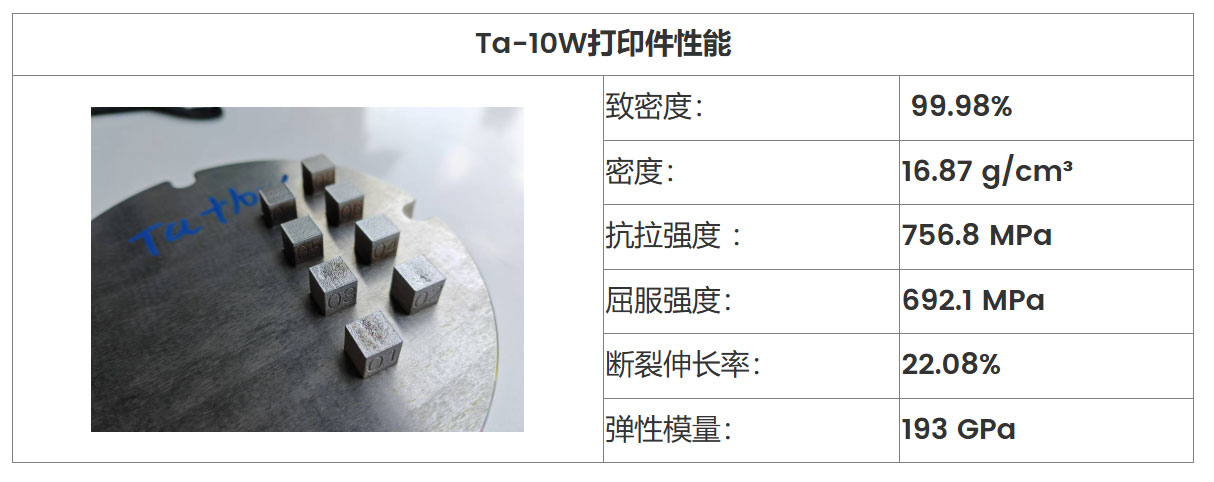
星尘科技生产的球形Ta-10W合金粉采用射频等离子体球化工艺制成,具有高纯低氧、球形度高、表面光滑、无卫星、粒度分布均匀、流动性能优良、松装密度和振实密度高等特点。星尘科技,不仅可提供高品质粉材,还可提供粉末打印验证。了解更多详情,欢迎联系张经理13318326185
http://www.stardusttech.cn/products_det/261.html
相关新闻
星尘科技(广东)有限公司

佛山市南海区丹灶镇南沙社区森树基路10号联东优智园1座101号
二维码