 FURNACE CO.,LTD.")
铼含量对钨铼合金摩擦磨损性能的影响
发布时间:
2025-06-23
钨(W)凭借其高温强度好、热导率高以及耐磨损性能优异等性能,被广泛用作搅拌摩擦焊接不锈钢、钛及钛合金等高熔点合金的搅拌头材料[1-2]。尽管纯钨材料具有出色的高温强度,然而其在室了其应用范围。这些局限性使得纯钨在服役过程中易于磨损,无法满足搅拌摩擦焊工艺对搅拌头材料“长寿命及高可靠性”的使用要求。为了突破这一技术瓶颈,研究者们向钨中添加微量元素以提升其综合性能,其中铼(Re)的加入具有显著效果。Geach和Hughes[3]发现,Re的合金化能有效解决W的脆性问题,这一发现被誉为“铼效应”。该效应不仅显著增强了钨合金晶粒结构的稳定性,并提高了其再结晶温度,而且还成功降低了其塑脆转变温度,从而极大地改善了钨合金在室温下的可加工性。尤其是高铼含量的钨铼合金,更是展现出了更低的韧脆转变温度、更高的延展性以及更为出色的加工性能[4-6]。
为了进一步优化钨铼合金的性能,研究者们希望通过优化粉末冶金工艺制备出高密度高铼含量的钨铼合金,旨在改善其可加工性并拓宽使用条件[7-10]。Fukuda等[11]研究显示,铼的添加能够显著细化钨铼合金的晶粒尺寸,并提高其硬度。随着Re含量的增加,合金的晶粒变得更加细小,其硬度也随之显著提升[5]。这一晶粒细化效应对于提高合金的耐磨性和高温强度至关重要,使得钨铼合金在作为搅拌头材料时表现出更加优异的搅拌摩擦焊接性能。因此,钨铼合金逐渐成为搅拌摩擦焊接钛合金[12]、不锈钢[13]和难熔金属[14]等高熔点合金的优选搅拌头材料。尽管钨铼合金在搅拌摩擦焊接领域的应用已取得显著进展,但关于其摩擦磨损性能的研究报道不多,特别是针对不同铼含量下钨铼合金摩擦磨损性能差异的研究更是少见。因此,本文旨在深入探讨不同铼含量的钨铼合金的摩擦磨损性能,以期推动钨铼合金搅拌头材料在更多高端制造领域中的应用和发展。
1 实验
采用粉末冶金法制备了两种不同铼含量的钨铼合金,分别为W-7Re(质量分数)和W-25Re(质量分数)。制备过程如下:首先,按比例称取纯度为99.95%、费氏粒度为3.5μm的钨粉和纯度为99.99%、费氏粒度为5μm的铼粉,再采用全方位行星球磨机将它们在氩气气氛中球磨混粉。在球磨过程中,转速控制在300r/min,球料比为3∶1,球磨时间为8h。随后,在250MPa的压力下,将球磨后的合金粉末装入胶套,在冷等静压机中生坯成型。接着,将压制好的生坯放入高温烧结炉内,在2300℃下进行致密化烧结。之后,采用旋锻机对烧结后的钨铼合金熟坯进行旋锻加工,控制变形量为70%。最后,将加工好的钨铼合金放入退火炉,经1100℃×1h退火处理,随后进行金相组织观察和性能测试。
金相组织观测采用OLYMPUS的OLS5000型激光共聚焦扫描显微镜;元素分布测试利用Aprohivac场发射扫描电子显微镜;摩擦磨损性能测试则使用Rtec-Instruments(MFT-5000)摩擦磨损试验机,分别在室温和1000℃下进行。测试过程中,摩擦副选用Al2O3,载荷设为50N,圆周直径为5mm,转速为400r/min。此外,采用UP-Lambda设备对样品三维轮廓进行表征。
2 结果与讨论
2.1 组织结构
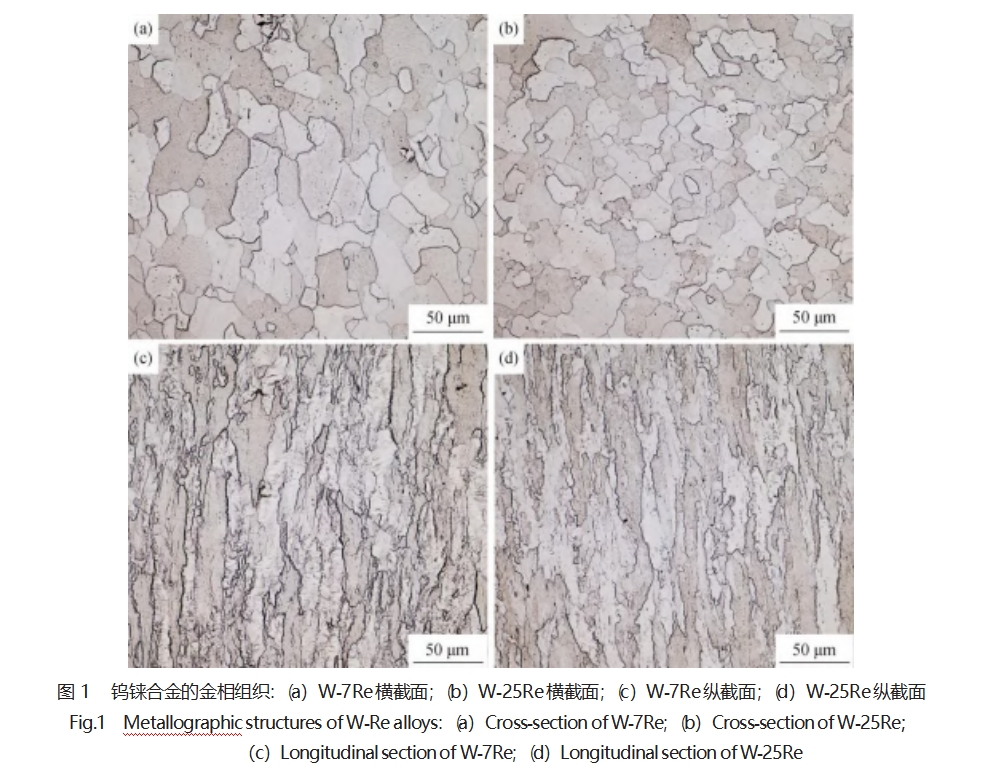
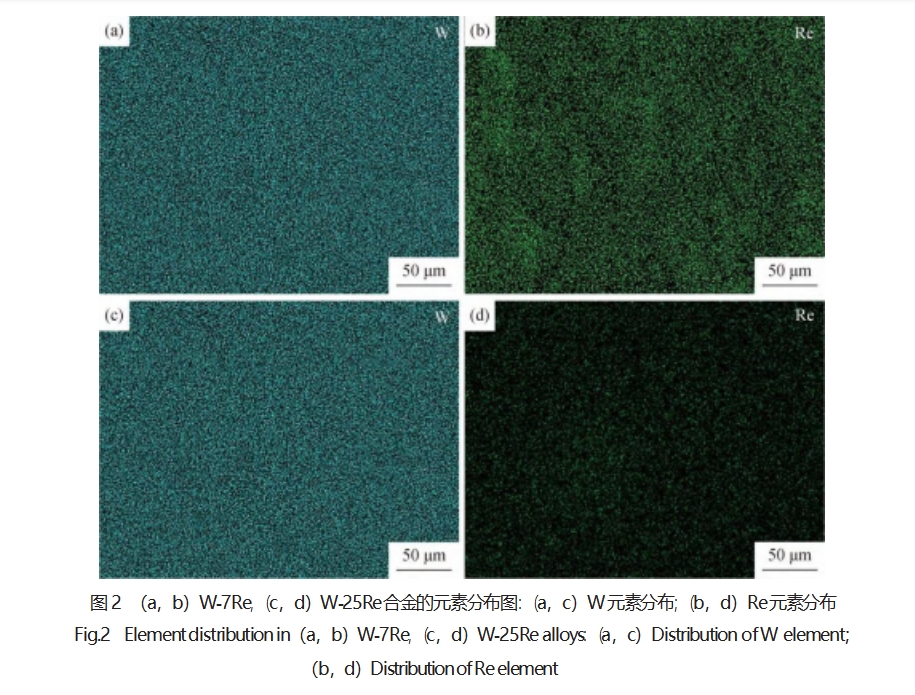
图1展示了W-7Re与W-25Re合金的横、纵截面金相组织。观察发现,不同铼含量钨铼合金的内部组织均呈现出极高的致密性,基本观察不到孔洞的存在。对比图1(a,b),可清晰看出W-25Re合金的晶粒尺寸明显小于W-7Re合金,这一观察结果有力地证明了Re元素具有细化钨铼合金晶粒的作用,并且Re含量越高,这种细化作用越显著。这一现象与采用热压烧结和放电等离子烧结方法制备钨铼合金时所观察到的现象高度一致[15]。通过观察图2中的元素分布图,可以明显看出,在两种不同铼含量的钨铼合金中,Re元素都呈现出均匀分布的状态,没有出现明显的偏析富集区域,这一现象表明,Re元素主要固溶在W基体之中。进一步对比发现,W-25Re合金中的Re元素分布图相较于W-7Re合金显得更为富集明亮,也进一步佐证了W-25Re合金中的Re含量更高。Re对W晶粒的细化作用主要归因于Re固溶后会置换W原子在晶格中的位置,并有效抑制W在高温下的扩散行为,从而显著延缓W晶粒的长大过程[16]。对比分析图1(c,d),可以发现两种铼含量的钨铼合金纵截面晶粒均呈现出明显的纤维状形态,这是旋锻加工过程中材料变形所导致的。这种纤维状晶粒结构对于提高合金的强度和韧性具有积极作用。
2.2 摩擦磨损性能
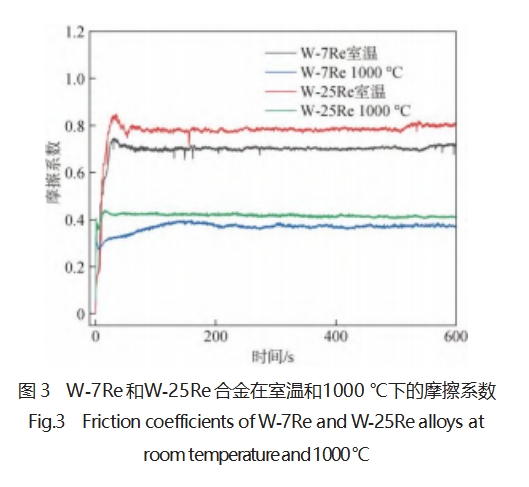
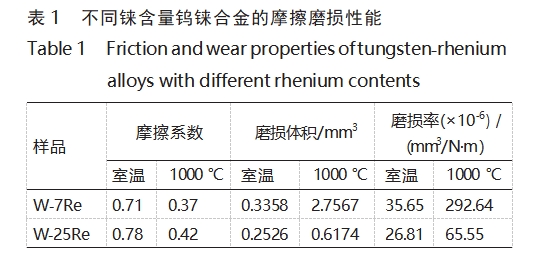
图3为W-7Re和W-25Re合金在室温和1000℃下摩擦系数随时间变化的曲线图。可以观察到所有试验的摩擦系数曲线均呈现出相同趋势,即先快速上升,随后经历一定程度的下降,并最终趋于平缓。在摩擦测试的初始阶段,由于表面凹凸不平的摩擦副与表面光滑的钨铼合金试样之间仅为点接触,导致单位面积上的载荷极大,进而产生显著的干摩擦效应,使得摩擦系数迅速上升。随着摩擦测试的持续进行,摩擦副与试样之间的滑动摩擦逐渐加剧,导致试样表面产生磨损,这使得摩擦系数逐渐增大。同时,试样表面的磨损所产生的磨屑会黏附在磨痕上,进一步导致摩擦系数曲线发生波动。然而,随着黏附磨屑的逐渐减少,试样的摩擦系数最终稳定在一定范围内,标志着摩擦测试进入了稳定磨损阶段。为了进一步量化分析,详细归纳了4个样品在摩擦稳定阶段的摩擦系数(见表1)。W-7Re和W-25Re合金在室温和1000℃下的摩擦系数分别为0.71,0.78和0.37,0.42。对比分析可知,无论是在室温还是在1000℃下,W-25Re合金的摩擦系数都高于W-7Re合金。值得注意的是,同一样品在1000℃时的摩擦系数都明显低于室温时的摩擦系数。这一现象可以归因于高温下钨铼合金表面的软化现象,导致硬度降低。同时,高温还促进了合金表面的氧化反应,形成了氧化皮。这些氧化皮在摩擦过程中起到了润滑作用,从而有效地降低了摩擦系数。
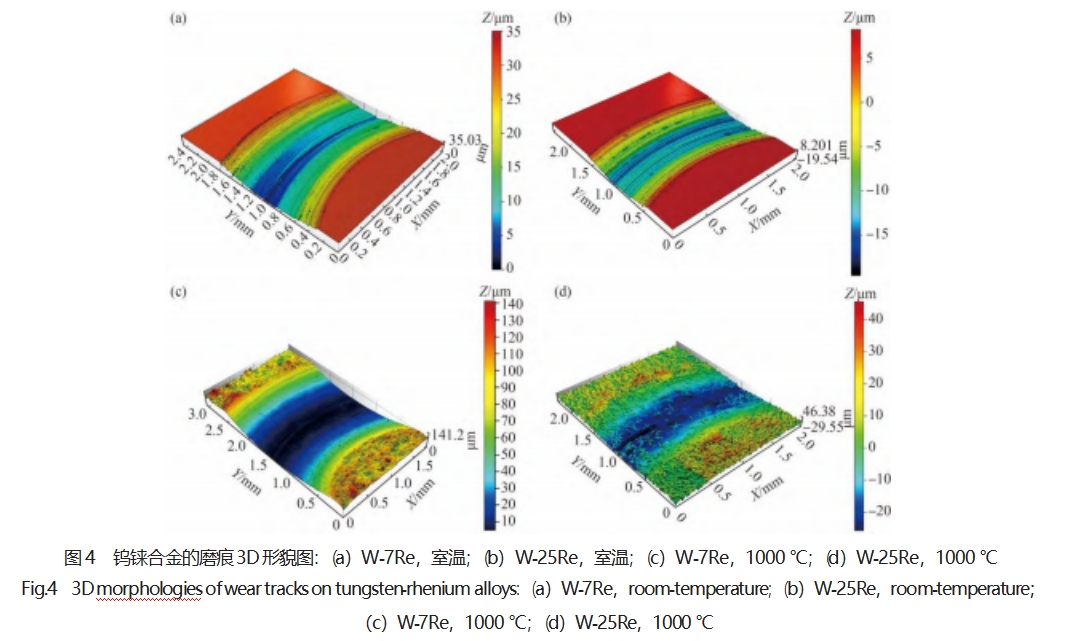
W-7Re和W-25Re合金在室温和1000℃高温下的3D磨损表面轮廓如图4所示。由图可知,室温下不同铼含量钨铼合金的磨痕形貌均呈现出连续的犁沟特征,这可能是由摩擦界面处存在的固体颗粒对摩擦表面进行切削和刮擦所引起的磨粒磨损所形成的。对比图例,可以明显看出W-7Re和W-25Re合金的划痕宽度和深度存在较大差异。具体而言,W-25Re合金的室温磨痕相较于W-7Re合金更窄、更浅,这表明其具备更优异的耐磨损性能。观察图4(c,d),可以发现1000℃高温下测试的钨铼合金试样表面明显更为粗糙,且1000℃高温与室温下的磨痕存在显著差异,高温下的磨损轨迹上无明显的犁沟痕迹,而呈现出较为平滑的形态。
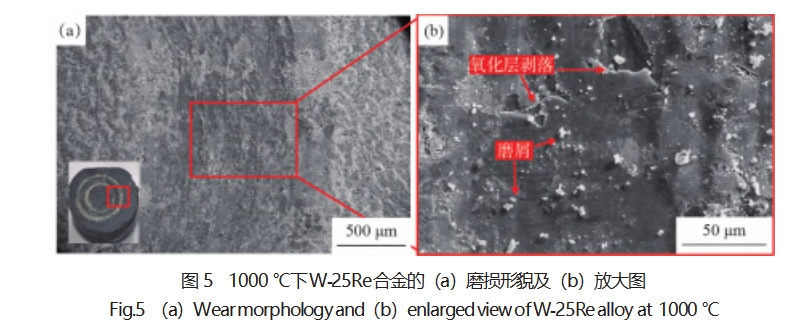
进一步对W-25Re合金在1000℃高温条件下的磨损形貌进行表征,结果如图5所示。可以看出,W-25Re表面存在明显的氧化层剥落和釉质层生成现象,磨损形貌的主要特征表现为氧化层剥落和磨屑磨损,而未见明显犁沟形貌,从而推测磨损机理主要为氧化磨损和黏着磨损[17-18]。这可能是1000℃的高温环境加剧了钨铼合金表面的氧化过程,导致形成了酥松的氧化皮层。这些氧化皮层在摩擦过程中极易剥落,并被摩擦副带入接触区域,在挤压力的作用下,最终转化为釉质层。
磨损体积和磨损率是评估耐磨性的重要参数。磨损体积表征了摩擦过程中被磨损材料的体积大小,其计算方法如式(1),磨损率的计算如式(2)。

式中:V代表试样的磨损体积,mm3;h为磨痕深度,μm;b为磨痕宽度,mm;r是磨痕轨道半径,mm。
式中:Q代表试样的磨损率,mm3/N·m;u为磨球转速,r/min;t为摩擦时间,min;R为磨球半径,mm;P为载荷,N。
基于图4中3D磨损表面轮廓的深度和宽度信息,对W-7Re和W-25Re合金在室温和1000℃高温下的磨损体积和磨损率进行计算(见表1),可见高温环境下钨铼合金的磨损体积和磨损率均显著高于室温环境。这一现象可归因于钨铼合金在高温下易产生氧化皮层,这些氧化皮层不仅增加了磨损面积,还加强了磨损过程,导致磨损率上升。同时,高温环境下钨铼合金硬度降低,使得材料表面更易发生塑性变形,加剧了磨损。通过对比W-7Re和W-25Re合金在室温和1000℃高温环境下的磨损体积和磨损量,发现W-25Re合金的磨损体积和磨损量都更小。结合图3中的摩擦系数结果可以得出结论,W-25Re合金的摩擦磨损性能明显优于W-7Re合金。这是因为随着铼含量的增加,钨铼合金的强度和硬度得到显著提升,使其更能抵抗摩擦磨损过程中的变形和破坏。此外,铼含量的增加还使得钨铼合金的晶粒尺寸更细、再结晶温度更高,这有助于合金在高温下保持高强度。更重要的是,高铼含量的钨铼合金具有更强的抗氧化能力,在高温和摩擦磨损过程中不易形成氧化层,从而有效减缓了氧化磨损的发生[19-20]。
3 结论
1)钨铼合金中的铼含量对其晶粒尺寸具有显著影响,铼含量越高,钨铼合金的晶粒尺寸越细小。
2)钨铼合金在高温下的摩擦磨损性能相较于室温环境有所降低。在高温环境下,其磨损机理主要由氧化磨损和黏着磨损主导;相比之下,在室温条件下其磨损机理则主要表现为磨粒磨损。
3)钨铼合金的耐磨损性能随铼含量的增加而提升。W-25Re合金在室温和高温环境下的耐磨损性能均优于W-7Re合金。
参考文献:中图分类号:TG146.4+ 1 文献标识码:A 文章编号1009-3842(2025)02-0063-06
星尘科技提供高纯球形钨铼合金粉(W-5Re、W-15Re、W-25Re),采用射频等离子体球化工艺制备,具有优异的球形度(>95%)和窄粒径分布。产品纯度≥99.95%,氧含量<200ppm,流动性优异(霍尔流速<15s/50g),特别适用于航天发动机部件、核工业耐高温组件及电子封装材料的3D打印与粉末冶金。铼元素的加入显著提升钨合金的延展性和再结晶温度,其中W-25Re在2000℃下仍保持高强度,是极端环境应用的理想选择。支持粒度配比定制与表面改性服务。有金属粉末咨询,欢迎联系我们郑经理13318326187。

相关新闻
星尘科技(广东)有限公司

佛山市南海区丹灶镇南沙社区森树基路10号联东优智园1座101号
二维码