 FURNACE CO.,LTD.")
激光熔覆 Ta-W 合金组织及高温气动烧蚀性能
发布时间:
2025-08-06
激光熔覆 Ta-W 合金组织及高温气动烧蚀性能随着我国航空航天技术的发展,对零件质量和性能的要求也日益提高。一些航天零部件往往服役于高温高速气流强烈冲蚀的环境中,承受着非常严重的气动加热[1],这就要求零件材料在满足加工需求的同时还要具备优异的抗烧蚀能力。普通材料已经无法满足航天领域对零件的抗烧蚀性能要求[2],而具有优异高温性能的材料往往塑性加工能力较差,无法满足实际零件使用需要。Ta-W 合金是一种高密度、高熔点、耐腐蚀的难熔合金材料,具有突出的高温综合性能,在航天领域有很高的使用价值,在国外受到日益广泛的关注[3-5]。国内对于 Ta-W 合金的研究相对较少,西北有色金属研究院对含 W 量不同的 Ta-W 合金进行了系统的研究,获得了力学性能优异的 Ta-W 合金[6],相关单位对 Ta-10W 合金高温下的力学性能进行了研究[7]。然而对于 W 含量较高的 Ta-W 合金,其强度和硬度很高,难以用于复杂零件的加工制造。
激光熔覆是一种先进的表面涂层技术,熔覆材料在激光作用下熔化,与基体表面相熔合形成冶金结合熔覆层,可改善零件性能或在局部赋予其基体不具备的特性[8]。激光熔覆为解决零件高温服役性能与加工性能之间的矛盾提供了一种可行途径。以高温金属或合金为加工对象的激光熔覆研究在国内外已有开展[9-11]。难熔金属由于具有熔点极高、高温易氧化、粉末颗粒尺度不可控等特性,采用激光熔覆方法加工存在一些困难,研究较少,在激光熔覆 Ta-W 合金涂层方面未见相关报道。
为使零件在保持良好的塑性加工性能基础上具有优异的抗烧蚀能力,本实验采用同轴送粉激光熔覆方法,以纯 W 粉末为熔覆材料,以塑性良好的难熔金属Ta 为基底,在 Ta 基底上制备 Ta-W 合金涂层,对该合金涂层的组织、硬度及在高温高速气流下的烧蚀性能进行了研究。
1 实 验
为进行后期烧蚀风洞测试,实验中采用尺寸为 40 mm×30 mm 的纯 Ta 板作为基底,Ta 板侧面为梯形,其上表面宽度为 2 mm,下表面宽度为 4 mm,以上表面为熔覆面。使用前对基底进行磨光,并用丙酮和无水乙醇进行清洗。熔覆材料为纯 W 粉末,粉末形貌如图 1 所示。由图 1 可以看出,粉末平均粒度<2 μm,形状不规则。为保证粉末输送过程中的流畅性,使用前进行筛分处,并在 90 ℃下烘干 6 h。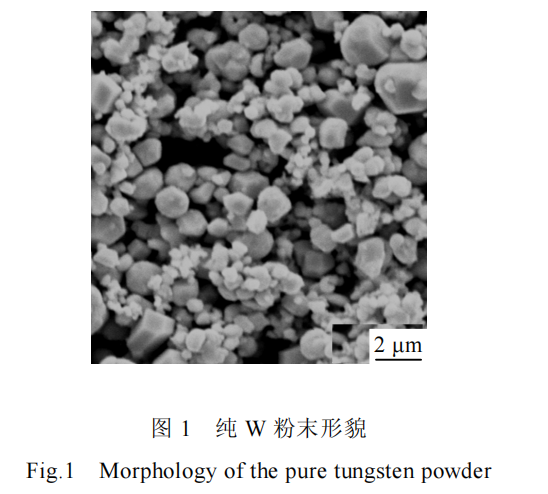
激光熔覆实验使用 Nd:YAG 固体激光器,采用同轴送粉方式,逐层堆积形成熔覆层。具体加工参数为激光功率 1000 W,离焦量 20 mm,扫描速度 2 mm/s,送粉率 1 g/min。由于难熔金属具有高温下易氧化的特性,整个加工过程在充满氩气的惰性气体保护气氛箱中进行,实验中送粉气体和镜片保护气体也均为氩气。
采用 ZEISS EVO18 Special Edition 扫描电镜仪((SEM)和 BRUKER Nano XFlash Detector 5010 能谱仪EDS)对熔覆层显微组织及成分进行分析,利用HXD-1000B 电子显微硬度计测量熔覆层的显微硬度,载荷 0.98 N,加载保持时间 15 s。在直联式自由射流风洞试验台对试样进行烧蚀测试。
2 结果与讨论
2.1 激光熔覆层成分及显微组织
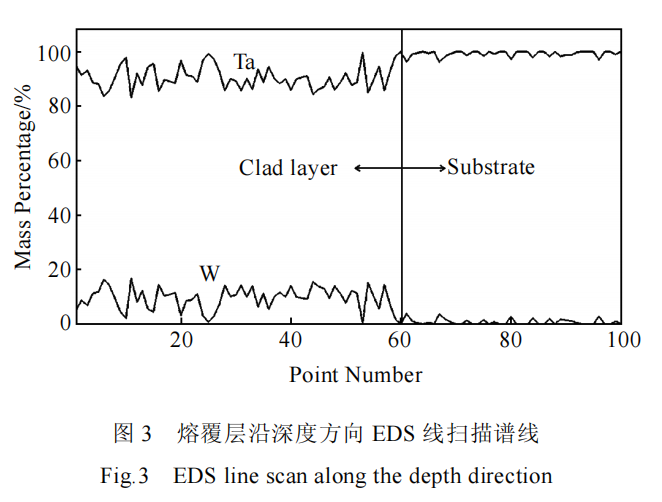
激光熔覆后熔覆层截面宏观形貌如图 2 所示。由图可以看出,主要包含 3 个区域,依次为熔覆层、热影响区和基底。熔覆层中心最大厚度约 1.1 mm,在基底表面以上部分厚度约 0.5 mm,熔覆层顶端最大宽度约为 2.1 mm,靠近底部熔池宽度逐渐变窄。在同轴送粉激光熔覆过程中,熔覆材料 W 粉颗粒在下落过程中进入激光束,吸收激光能量熔化,剩余的激光能量直接照射在 Ta 基板上,使基材表面熔化形成熔池。熔化了的粉末液滴与部分未完全熔化的较大颗粒一起进入基底熔池与熔液混合,混合过程中未完全熔化的粉末颗粒可以吸收熔池热量进一步熔化,最终在基底表面形成含有 Ta、W 元素的合金熔池。熔池依靠基底的热传导以及向外界空气的辐射作用快速非平衡凝固形成熔覆层。在激光熔覆初期,基底温度较低,尚未达到热平衡而处于吸热状态,熔池温度较低,尺寸较小。随熔覆过程进行,熔池与基底距离增加,温度逐渐升高,因而熔覆后期的熔池尺寸相应增大。熔覆层中心沿深度方向由 A 点至 B 点的 EDS 能谱线扫描结果如图 3 所示,其中左侧为熔覆层,右侧为基底。从分析结果可知,在整个熔覆层区域,W 元素质量分数大致分布于 5%~15%范围内,其余为 Ta。表明通过激光熔覆,熔覆材料与基底材料充分扩散,凝固后在基材表面形成了 Ta-W 合金涂层。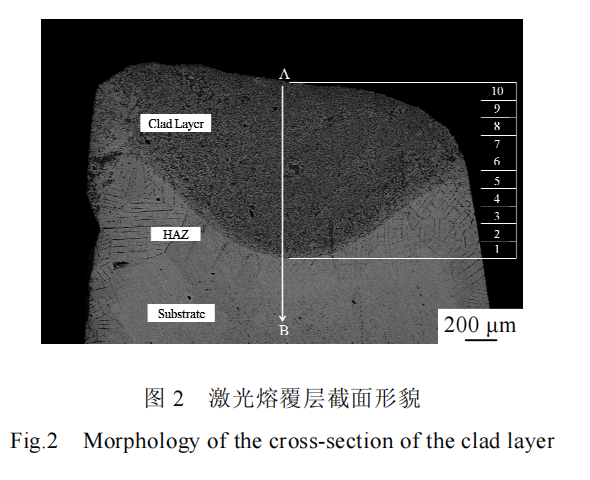
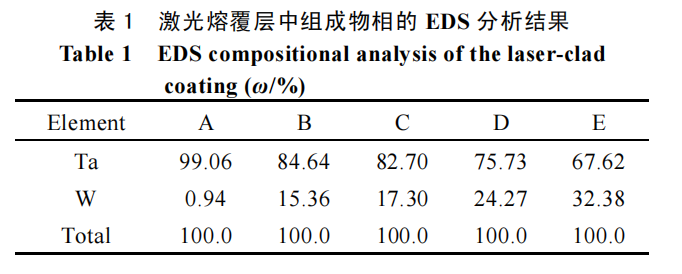
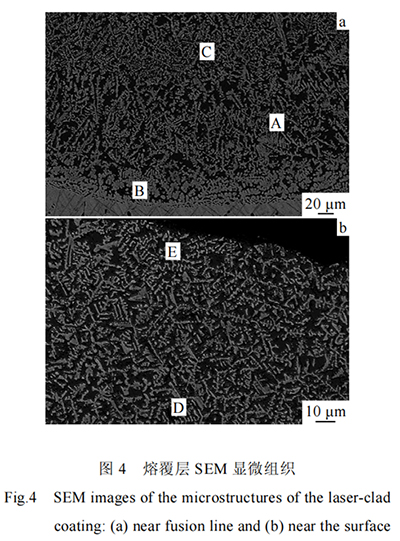
熔覆层微观组织结构如如图 4 所示,图 4a 为熔覆层熔合线附近的显微组织,图 4b 为靠近熔覆层顶部区域组织。激光熔覆凝固后的组织形态主要由熔池中的温度梯度和凝固速度决定,从底部至熔池表面温度梯度逐渐减小,凝固速度逐渐增大。在激光熔覆初始阶段,激光照射时间短,基底温度较低,熔池底部温度梯度与凝固速度的比值很大,固液界面首先以平面方式生长,优先形成于熔池与基材的交界面。平界面发生失稳后,在熔合线上方生长出灰色的团絮状组织,使熔覆层与基底间形成了牢固的冶金结合。随着激光熔覆的进行,基底不断吸收热量,温度升高,温度梯度与凝固速度比值减小,晶粒会逆热流方向垂直于熔合界面向熔池心部择优生长,形成致密的树枝晶组织。伴随局部能量不同和成分起伏,一些枝晶发展得较为粗大,并出现二次枝晶臂。树枝晶长大到一定程度后受到相邻晶粒的阻碍,不能继续生长。同时在激光束往复作用下,已形成的熔覆层会受到激光的二次辐照,上层部分再次熔化与新输入的熔覆材料一起重新凝固形成新一层熔覆层。靠近熔覆层搭接区域的枝晶组织由于受重熔作用的影响,生长方向和形态发生改变,形成较为稀疏的短粗枝晶组织,如图 4a 中部区域所示。随着熔覆层数的增加,熔池与基体间距离增大,温度梯度与凝固速度比值进一步减小,加之在移动激光束作用下,熔池内液体存在强烈的对流,枝晶生长逐渐失去方向性,凝固后在熔覆层中上部得到的组织致密且较为杂乱,如图 4b 所示。对不同位置的 Ta-W固溶体相成分进行 EDS 点分析,如图 4a、4b 中所示,点 A 为枝晶间的黑色区域,点 B、C、D、E 为不同位置的树枝晶部分,分析结果如表 1 所示。由 W-Ta 二元相图可知,无论在液态还是固态下 W 和 Ta 均能完全互溶,并生成连续固溶体。由 EDS 分析结果可知,熔覆层内树枝晶间的黑色区域内 W 元素含量不到1%,由此可以判断,熔覆层内的树枝状组织为 Ta-W固溶体。其大致均匀地分布在Ta中。
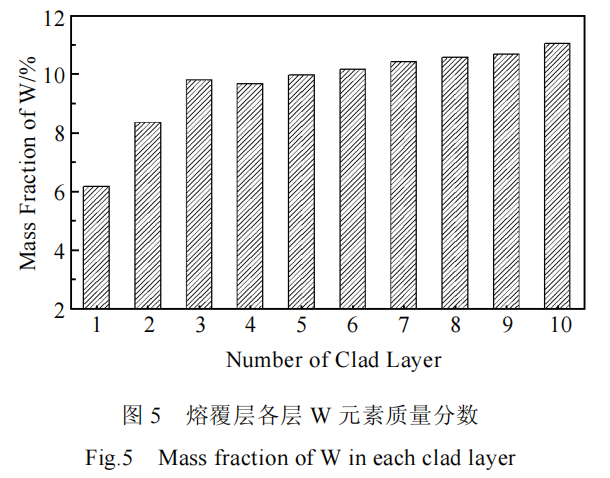
 实验中激光熔覆总层数为 10 层,根据熔覆层总厚度及内部组织变化可以判断每层高度约为 100 μm。如图 2 所示,对 1~10 层熔覆层逐层进行 EDS 区域分析,靠近熔覆层底部为第 1 层,每层熔覆层厚度以实际内部枝晶组织变化为依据,各层 W 元素平均质量分数如图 5 所示。由 EDS 逐层分析结果可知,靠近熔覆层底部的初始阶段 W 元素质量分数略低,达到稳定后 W元素含量较为均匀地分布于 10%~11%范围内。随熔覆层高度增加,W 元素比例呈上升趋势,W 含量总体由6.17%递增到 11.04%。熔覆层的成分变化缘于熔覆层内 Ta-W 固溶体的相成分发生改变。根据不同位置上枝晶的成分对比可知,在靠近熔覆层底部的 Ta-W 固溶体中 W 元素比例较小,约为 15%。这是由于激光熔覆初期,基底熔池内全部为 Ta,Ta/W 元素比例较为悬殊。随着熔覆过程进行,熔覆材料不断输送进入熔池,W 元素得到积累,熔池内的 Ta/W 元素比例随之发生改变,随熔覆层高度的增加,W 元素比例逐渐增高,在靠近熔覆层顶部 W 元素比例可达 30%,从而形成了成分呈梯度变化的 Ta-W 合金涂层。
实验中激光熔覆总层数为 10 层,根据熔覆层总厚度及内部组织变化可以判断每层高度约为 100 μm。如图 2 所示,对 1~10 层熔覆层逐层进行 EDS 区域分析,靠近熔覆层底部为第 1 层,每层熔覆层厚度以实际内部枝晶组织变化为依据,各层 W 元素平均质量分数如图 5 所示。由 EDS 逐层分析结果可知,靠近熔覆层底部的初始阶段 W 元素质量分数略低,达到稳定后 W元素含量较为均匀地分布于 10%~11%范围内。随熔覆层高度增加,W 元素比例呈上升趋势,W 含量总体由6.17%递增到 11.04%。熔覆层的成分变化缘于熔覆层内 Ta-W 固溶体的相成分发生改变。根据不同位置上枝晶的成分对比可知,在靠近熔覆层底部的 Ta-W 固溶体中 W 元素比例较小,约为 15%。这是由于激光熔覆初期,基底熔池内全部为 Ta,Ta/W 元素比例较为悬殊。随着熔覆过程进行,熔覆材料不断输送进入熔池,W 元素得到积累,熔池内的 Ta/W 元素比例随之发生改变,随熔覆层高度的增加,W 元素比例逐渐增高,在靠近熔覆层顶部 W 元素比例可达 30%,从而形成了成分呈梯度变化的 Ta-W 合金涂层。
2.2 熔覆层硬度
图 6 所示为熔覆层表面至基底层深方向的显微硬度曲线。可以看出,从熔覆层表面至基底硬度值呈下降趋势,各区域的显微硬度有所不同。熔覆层硬度最高,但有较大的不均匀性,其硬度值平均为 8 GPa,局部硬度可高达 11 GPa。靠近熔覆层熔合线附近硬度略低,平均为 6 GPa。热影响区内硬度值梯度下降,逐渐过渡到基底,基底平均硬度为 1.5 GPa。可以看出,熔覆区由于富含致密的树枝状 Ta-W 合金固溶体,Ta-W 合金的高硬度使涂层硬度得到了大幅提高,约为纯 Ta 基体的 5 倍。而靠近熔合线附近区域在激光熔覆初期阶段组织发展不充分,以团絮状或短棒状组织为主,硬度略有下降。热影响区内的 Ta 在高能激光束作用下产生细晶强化使硬度升高。综上所述,激光熔覆Ta-W 合金涂层强度比纯 Ta 有明显提高。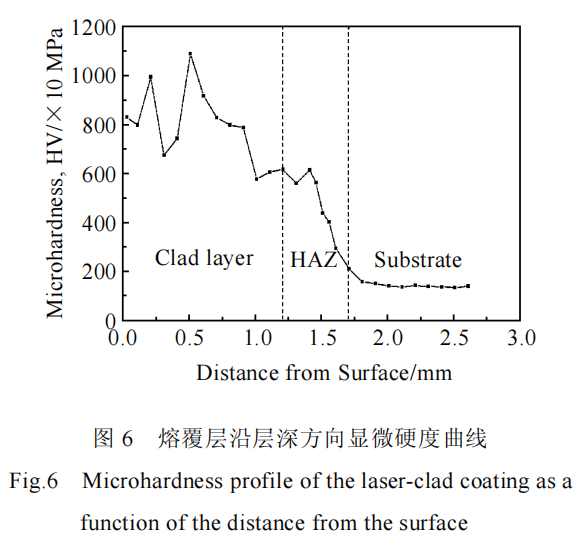 2.3 Ta-W 熔覆层烧蚀性能
2.3 Ta-W 熔覆层烧蚀性能
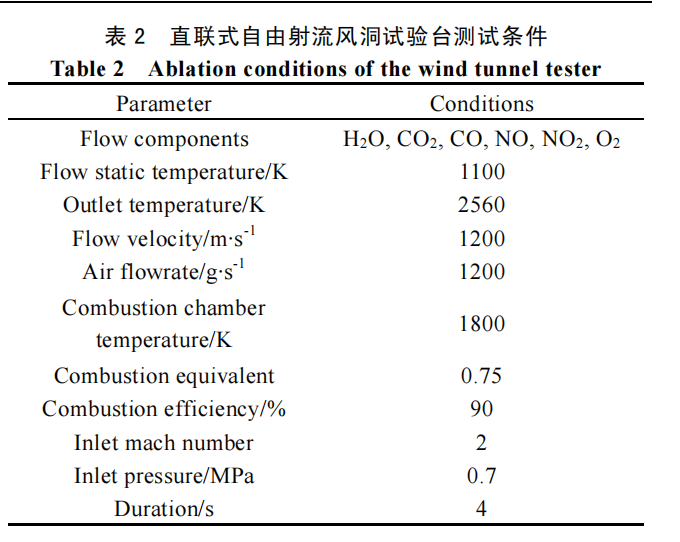
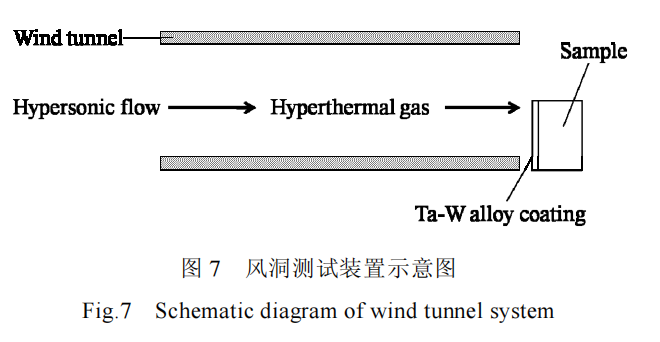
采用直联式自由射流风洞试验台,在相同烧蚀条件下,分别对纯 Ta 板和经激光熔覆具有 Ta-W 合金涂层的 Ta 板进行高温高速气流烧蚀测试,测试装置如图7 所示。被测试样位于风洞出口位置,侧边与气流方向垂直,以达到最大的气流冲击力。高速气流由风洞入口进入风洞,在风洞中与煤油充分混合,混合油气在燃烧腔中被点燃,燃烧后的高温气流由风洞出口吹出,在出口处形成温度极高的高速气流对试样进行冲蚀。具体测试环境参数如表 2 所示。
烧蚀测试结果如图 8 所示。图 8a1 和图 8a2 为纯Ta 试样烧蚀前后宏观形貌,图 8b1 和图 8b2 为前端激光熔覆 Ta-W 合金涂层的试样烧蚀前后宏观形貌。由图可以看出,纯 Ta 金属板在经过 4s 烧蚀后,前端明显损坏,靠近尖端的位置最为严重。这是由于高速气流在试样尖端会产生激波,加之温度极高,导致前缘驻点附近的热流密度极大,非常容易被烧蚀。虽然纯Ta 熔点为 2990 ℃,高于气流温度,不会因熔化产生流失,但在超音速高热流条件下,材料表面要承受较大的剪切应力,温度的急剧升高会导致材料屈服强度降低,高速气流对材料的冲击作用使试样发生塑性变形。此外,烧蚀过程除机械剥蚀外还包含化学侵蚀过程,由于气流成分中含有氧,在高温下会使 Ta 发生氧化反应,进一步加剧了试样的烧损。相比之下,前端具有 Ta-W 合金涂层的试样在烧蚀相同时间后没有发生明显的变形和破坏,前端边缘仍维持原有形状,仅在受热过程中尖端所在的三角区域颜色发生了改变,表明其抗烧蚀能力显著提高。这主要是由于在试样前端激光熔覆的 Ta-W 合金涂层除具备很高熔点以外,还具有致密的内部组织以及很高的强度和高温性能,树枝状的 Ta-W 固溶体增强相可以在烧蚀过程中对材料起到很好的支撑和附着作用,阻碍了因高速气流冲击所导致的塑性变形。同时 Ta-W 合金的抗高温氧化性能优于纯 Ta,可以对纯 Ta 基体起到保护作用。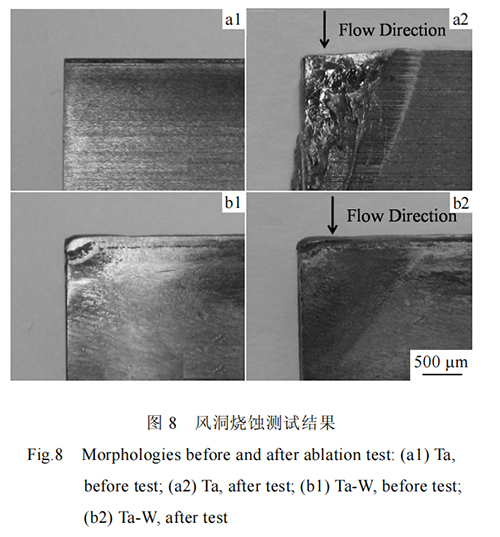 结 论
结 论
1) 采用同轴送粉激光熔覆方法,以纯 W 粉末为熔覆材料,纯 Ta 为基底,可以在 Ta 板表面制备出平均 W 含量为 5%~15%的 Ta-W 合金涂层,涂层与基底冶金结合良好。
2) 合金涂层内部为致密的树枝状 Ta-W 固溶体,均匀分布在 Ta 中。Ta-W 固溶体使熔覆层显微硬度提高到约 8 GPa,为纯 Ta 基底的 5 倍。
3) 在相同高温高速气流烧蚀测试条件下,纯 Ta试样明显烧损,具有 Ta-W 合金涂层的试样没有明显损坏,表明 Ta-W 合金涂层具有优异的抗烧蚀性能。
论文引用信息
稀有金属材料与工程 第 41 卷 第 7 期
激光熔覆 Ta-W 合金组织及高温气动烧蚀性能
中图法分类号:TG146.4+16;
TN249 文献标识码:
A 文章编号:1002-185X(2012)07-1211-05
星尘科技生产的球形Ta-10W合金粉采用射频等离子体球化工艺制成,具有高纯低氧、球形度高、表面光滑、无卫星、粒度分布均匀、流动性能优良、松装密度和振实密度高等特点。http://www.stardusttech.cn/products/35.html
 更多难熔金属球形粉末产品,欢迎联系张经理 13318326185
更多难熔金属球形粉末产品,欢迎联系张经理 13318326185

相关新闻
星尘科技(广东)有限公司

佛山市南海区丹灶镇南沙社区森树基路10号联东优智园1座101号
二维码