 FURNACE CO.,LTD.")
激光选区熔化NbMoTaW系难熔高熵合金组织韧化与性能研究(特邀)
发布时间:
2025-09-17
1引言
难熔高熵合金的概念由Senkov等[1]提出,因其在1600℃时仍能保持400MPa以上的屈服强度而得到关注。与传统高温合金相比,难熔高熵合金具有更优异的高温力学性能,特别适用于高温防热承力组件[2-3]。难熔高熵合金主要由难熔金属元素如Nb、Mo、Ta、W、Hf、Zr等[4-6]组成,这些元素的熔点基本在2000K以上。得益于此,难熔高熵合金展现出了卓越的耐高温和高强度的性能特点[7-9],这使得它们能够满足航空航天领域对高温承重结构和热防护系统的需求。因此,这类合金在高温极端环境下的关键部件中具有巨大的应用潜力。
难熔高熵合金的高熔点特性给其制备技术提出了挑战。目前主要的制备方法是电弧熔炼、感应熔炼、激光熔炼和电子束熔炼。Senkov等[1]利用真空熔炼技术制备了NbMoTaW难熔高熵合金,其在高温下表现出较高的抗压屈服强度。Han等[10]利用电弧熔炼技术制备了新型的TiNbMoTaW和TiVNbMoTaW难熔高熵合金。与NbMoTaW和VNbMoTaW高熵合金(HEA)的力学性能相比,两种合金的室温屈服强度和压缩塑性应变显著提高。Zou等[11]研究了尺寸效应对电弧熔炼制备的NbMoTaW难熔高合金塑性的影响,发现与纯体心立方(BCC)金属相比,难熔高熵合金(RHEA)中由于存在更大的晶格畸变,其尺寸依赖性降低。然而,这些方法都是在高纯度的惰性气氛或高真空中完成的。成分的复杂性和各组分熔点的巨大差异容易导致明显的凝固缺陷,包括枝晶形式的微观和宏观偏析及孔隙。同时,难熔高熵合金在常温下的高硬度和脆性的特征使其机械加工的难度极高,难熔高熵合金的精密复杂零部件的成形尤为困难,限制了难熔高熵合金的应用。
激光选区熔化(SLM)技术可以克服上述传统制造工艺的缺陷与不足。激光熔化成形技术是增材制造技术(3D打印技术)的一种,其原理是依靠计算机软件的快速计算能力,将原先三维的零件拆分成平行于加工面的多个二维片层,再将每个二维片层拆分为激光点光源的线性移动轨迹。成形时用高能的激光光束加热并熔化金属粉末,光斑快速移动,形成的熔道搭接成加工平面,每个加工平面逐层累积,最终实现高精度的复杂三维零件成形[12-13]。由于增材制造技术具有高度的灵活性,通过该技术以及相关的激光加工技术制备难熔高熵合金的方法已经得到了越来越多的关注。Zhang等[17]采用激光熔覆技术制备了TiZrNbWMo新型难熔高熵合金涂层,其具有较高的热稳定性,其硬度可达基体的3倍以上。Li等[18]通过激光熔覆技术制备了WxNbMoTa难熔高熵合金(x%为原子数分数),发现W含量对其相结构基本无影响,但硬度随着W含量的增加呈现增加的趋势。Dobbelstein等[19]采用激光沉积成形技术制备了MoNbTaW难熔高熵合金,研究了粉末状态对沉积过程的影响。Zhang等[20]利用SLM技术制备了NbMoTaW难熔高熵合金,发现SLM样品的晶粒尺寸远小于铸态样品,且表现出极高的硬度(826HV)和耐腐蚀性(自腐蚀电流Icorr=8.716×10-11A)。Zhang等[21]利用SLM技术制备了一种新型的NbMoTaTi0.5Ni0.5难熔高熵合金,发现添加Ni和Ti元素可以抑制NbMoTa合金的裂纹敏感性,在保证高温性能的同时大大提高了难熔高熵合金的成形性。Zhang等[22]通过试验和模拟方法研究了激光选区熔化制备WTaMoNb难熔高熵合金的热力学行为,通过建立SLM过程中的热行为模型,模拟了SLM过程中的温度分布以及热应力和应变,并通过仿真对SLM工艺参数进行了优化,降低了热应力和热应变。但是,加工过程中的高冷却速度以及宽的冷却温度区间使得增材制造技术制备的MoNbTaW难熔高熵合金具有较大的残余应力,增材制造技术制备的MoNbTaW难熔高熵合金均有明显的缺陷[17-25]。
为了解决MoNbTaW难熔高熵合金室温脆性大的问题,本文结合SLM技术和合金化方法,制备了(NbMoTaW)100-xCx(x%=0,0.5%)和NbMoTaWTix(x%=0.125,0.250,0.500)两种难熔高熵合金,同时提高了MoNbTaW难熔高熵合金的强度和塑性,并对其微观组织和力学性能进行了分析。研究结果为解决难熔高熵合金增材制造中的缺陷抑制和应力调控难题,实现大尺寸防热承力结构件的制备提供了新的研究思路和理论依据。
2 试验材料及方法
2.1 试验设备及材料
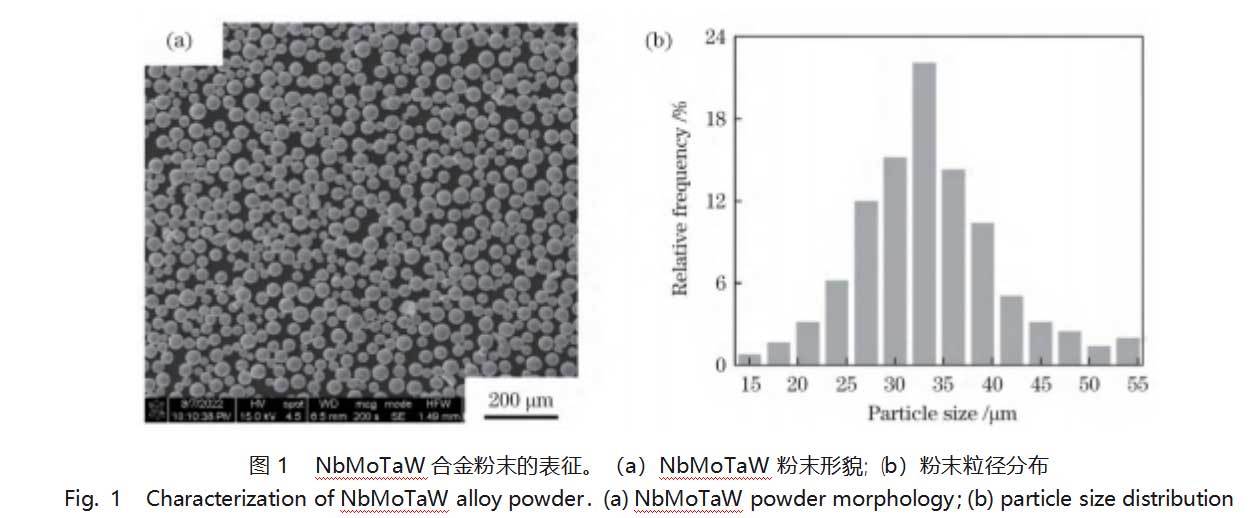
试验设备采用配有Nd∶YAG光纤激光器的3D打印机,最大功率为500W。试验所用粉末为Nb、Mo、Ta、W和Ti粉末以及粒径为~500nm的WC预合金粉末,质量分数为99.9%。粉末主要为球形颗粒,如图1(a)所示,粉末粒径为15~53μm,如图1(b)所示。采用行星球磨机机械混合12h,然后将粉末置于120℃的真空箱中保温4h以去除粉末中的水分,提高粉末的流动性。
2.2 试验方法
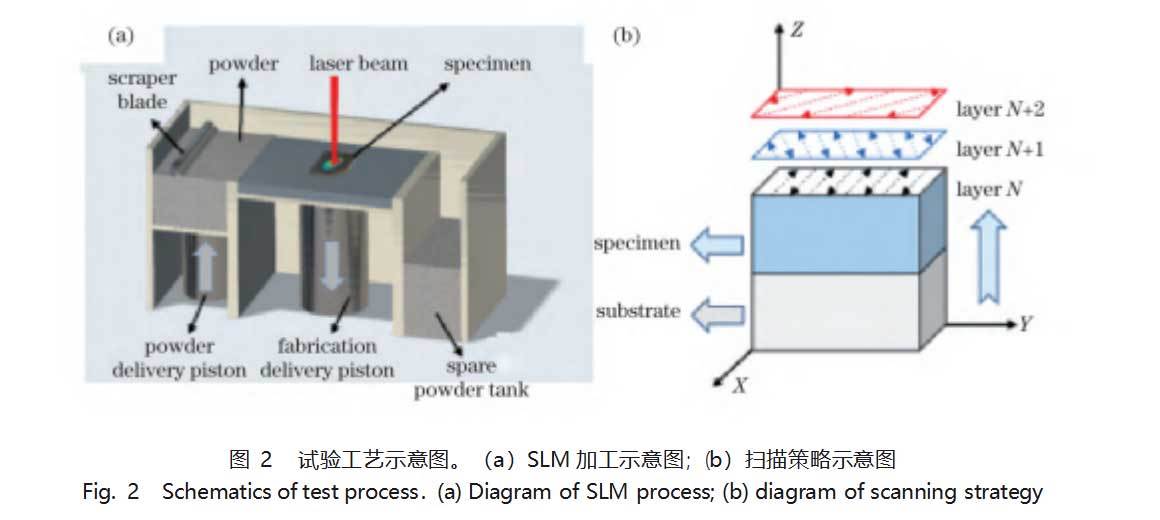
在SLM成形过程中,向成形舱内通入高纯度氩气,保证打印过程中成形舱内含氧量(体积分数)低于4×10-4,保护样品不被氧化。利用钨板作为基材,钨板由粉末冶金工艺制成,厚度为8mm,表面积为30mm×30mm。为了减小加工过程中产生的残余应力,将钨基板预热至180℃[26],图2(a)为简化的SLM加工示意图。通过多次正交试验确定最优的SLM工艺参数,以制备表面成形好、无宏观裂纹等缺陷的试样。在扫描过程中,每层成形后,扫描路径旋转67°,如图2(b)所示,其中XYZ为空间坐标系,XY为基板平面,Z为打印方向,N为打印层数。如此反复直到试样完全成形,最终,采用SLM直接成形了尺寸为8mm×8mm×5mm的块体试样和直径为2mm、高度为4mm的圆柱形压缩试样。
2.3 材料表征方法
通过工业计算机断层扫描(CT)分析测定了样品的相对致密度。用X射线衍射仪(XRD)在10°~100°范围内分析了试样的物相组成。利用扫描电子显微镜(SEM)对试样进行了电子背散射衍射(EBSD)分析,确定了试样的相分布。在EBSD表征前,先用不同的SiC磨纸对合金表面进行研磨,再用粒径为0.05mm的氧化铝(Al2O3)进行精磨、振动抛光,然后用乙醇冲洗、风干。利用透射电子显微镜(TEM)观察试样的微观结构。利用微机控制电子万能试验机测量合金试样的压缩性能,应变速率为10-3s-1,试样尺寸为φ2mm×4mm(φ表示直径),利用引伸计校准压缩应变。至少选取5个试样进行压缩性能测试,并计算
试验结果的平均值以确保压缩性能的准确性。最后利用SEM观察样品的断口形貌。
3 分析与讨论
3.1 (NbMoTaW)100-xCxRHEA的组织与性能分析
3.1.1 微观组织分析
在垂直于打印方向的平面上拍摄了(NbMoTaW)100-xCx(x%=0,0.5%)RHEA的宏观形貌,并利用3D-CT检测了样品的相对致密度,如图3所示。宏观形貌和3D-CT结果显示,试样中没有裂纹,只有少量尺寸(小于23µm)较小的孔隙,如图3(b)所示。3D-CT结果显示,(NbMoTaW)99.5C0.5RHEA的致密度为99.6%,表明(NbMoTaW)99.5C0.5具有良好的成形性。
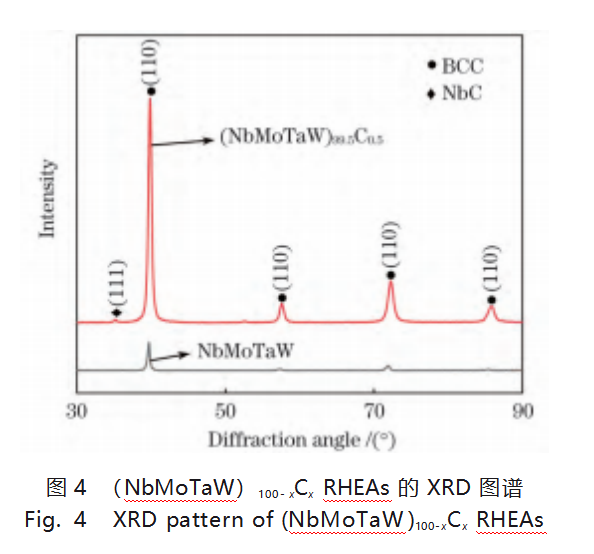
(NbMoTaW)100-xCxRHEA的XRD图谱如图4所示。可以看出,NbMoTaW合金为单相BCC结构,晶格常数为3.216Å;(NbMoTaW)99.5C0.5还包含有NbC相,晶格常数为4.428Å。
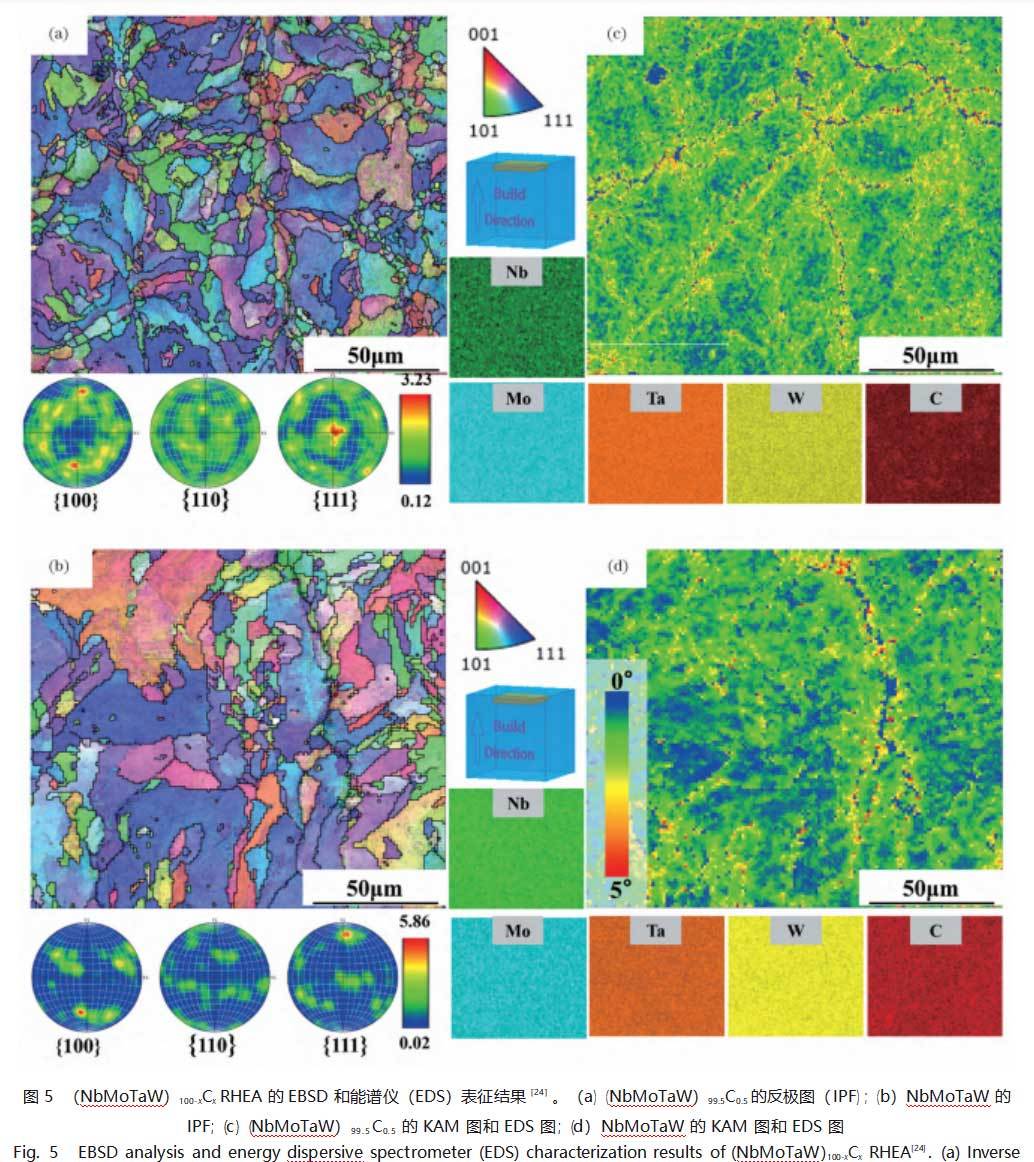
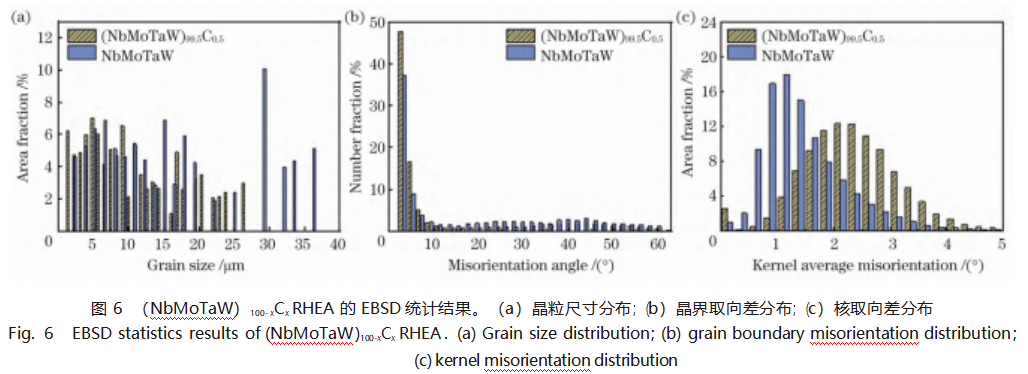
(NbMoTaW)100-xCxRHEA的EBSD结果如图5和图6所示。(NbMoTaW)100-xCxRHEA的微观组织由许多拉长的晶粒和少量等轴晶粒组成,如图5(a)、(b)所示。Nb、Mo、Ta和W元素在(NbMoTaW)99.5C0.5和NbMoTaW RHEA中几乎均匀分布,但在(NbMoTaW)99.5C0.5中有少量C原子的聚集。(NbMoTaW)100-xCxRHEA的晶界分布、晶粒尺寸、局部取向差的统计分析结果如图6所示。通常来说,角度为2°~15°的界面被认为是亚晶界,角度大于15°的界面被认为是晶界。如图6(a)、(b)所示,(NbMoTaW)99.5C0.5RHEA中有大量的亚晶界,约占73.6%(面积分数),平均晶粒尺寸为10.6μm;而NbMoTaW RHEA的亚晶界含量则为54.8%(面积分数),平均晶粒尺寸为18.4μm,表明C的微合金化有效地提高了亚晶界的含量,细化了晶粒尺寸。此外,(NbMoTaW)99.5C0.5RHEA表现出更高的几何必要位错(GND)的密度,如图5(c)、(d)所示。核(局部)平均取向差(KAM)的详细统计结果如图6(c)所示。(NbMoTaW)99.5C0.5RHEA的KAM平均值为2.3°, 0°~1°的面积占比更小,约为4.6%;NbMoTaW RHEA的KAM平均值为1.4°,0°~1°的面积占比约为29.2%,表明C的微合金化有效提高了GND的密度。
3.1.2 析出相分析
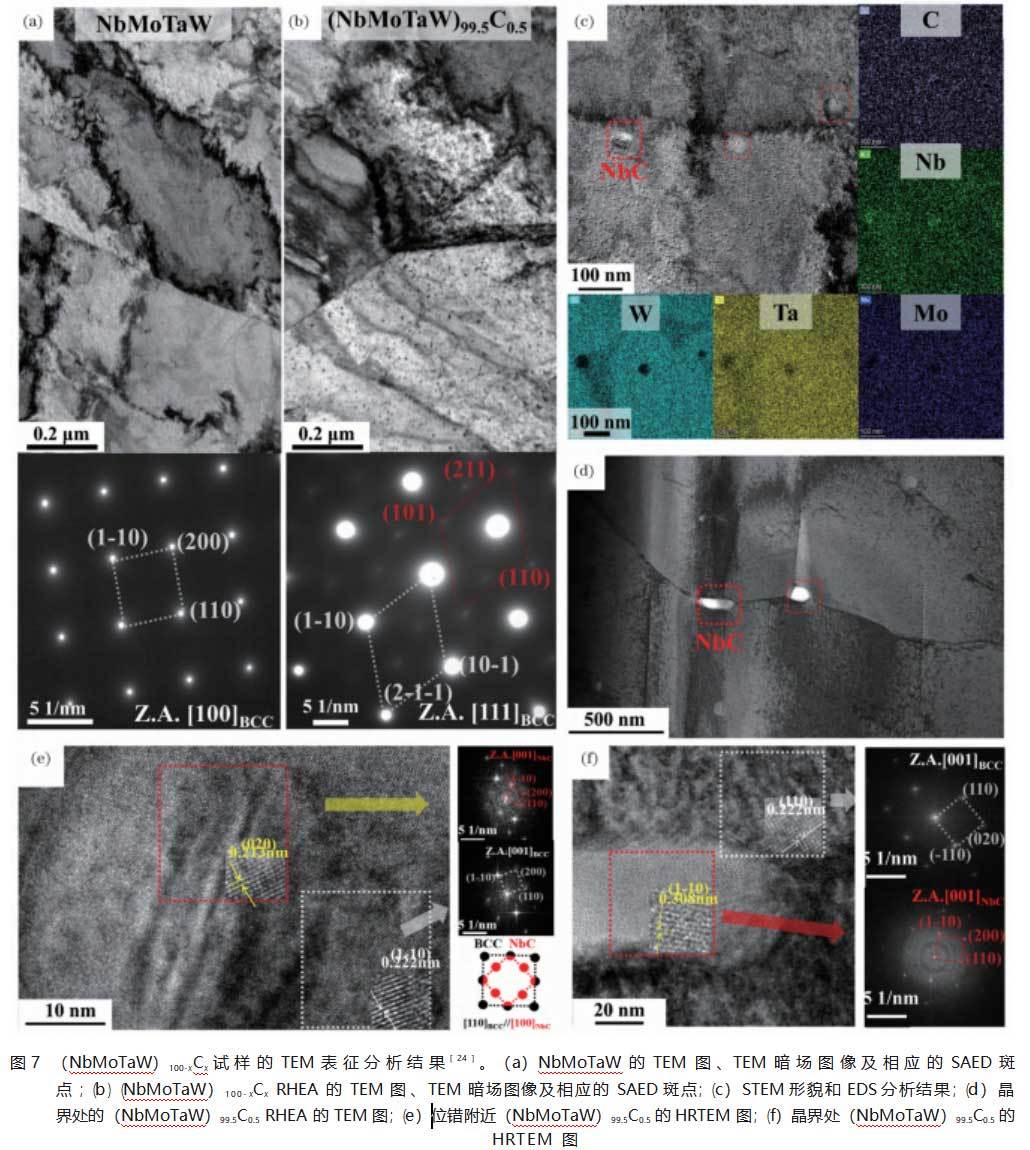
图7为(NbMoTaW)100-xCxRHEA的TEM图像。图7(a)、(b)显示,在(NbMoTaW)99.5C0.5RHEA中观察到大量弥散分布的析出相,其主要分布在晶界和位错处,如图7(d)所示,少量分布在晶粒内部。(NbMoTaW)99.5C0.5RHEA的选区电子衍射图(SAED)中含有一组不同于NbMoTaW的额外衍射斑点[图7(b)],在[111]BCC晶带轴[27]上,析出相的[110]和基体BCC相的[1-10]平行。利用高分辨TEM(HRTEM)和EDS对析出相进行分析,发现析出相为直径58nm的多边形颗粒,EDS结果显示析出相主要富含Nb和C元素,如图7(c)所示。在晶界处,析出相呈条状分布,长为90~110nm,宽为40~60nm[图7(d)]。为了确定析出相的具体成分,采用[001]BCC晶带轴上的HRTEM图像进一步表征了析出相的原子结构,如图7(e)所示。对基体区域和析出相进行傅里叶变换(FFT),证实析出相为NbC相,与XRD结果一致。其中[1-10]BCC和[020]NbC的面间距分别约为0.222nm和0.213nm,在[100]BCC晶带轴上,基体与NbC析出相之间存在[010]NbC∥[1-10]BCC的相位关系;[110]BCC和[1-10]NbC的面间距分别约为0.222nm和0.308nm,基体与NbC析出相之间存在[200]NbC∥[110]BCC的相位关系,如图7(f)所示。计算得到析出相的晶格参数为~0.417nm,与NbC晶格参数的理论值0.419nm非常接近。NbC析出相的弥散强化作用不仅提高了合金强度,其在位错和晶界处的钉扎效应也有助于(NbMoTaW)100-xCxRHEA晶粒的细化。
3.1.3 压缩性能分析
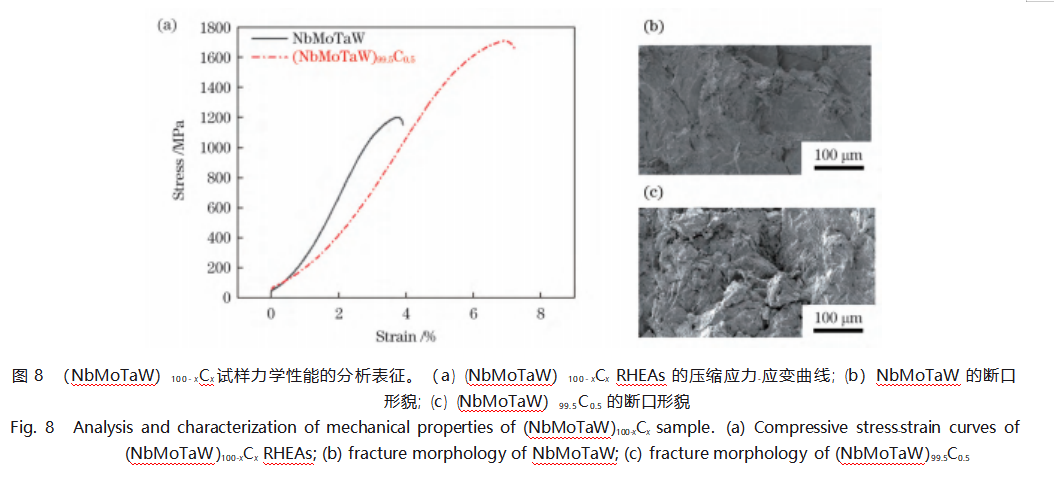
(NbMoTaW)100-xCxRHEA的压缩应力-应变曲线如图8(a)所示,原子数分数为0.5%的C的微合金化显著提高了SLMed NbMoTaW的强度和塑性,其中NbMoTaW RHEA的抗压屈服强度和断裂强度分别从1183MPa和1214MPa显著提高到1695MPa和1751MPa,分别提高了43.3%和44.2%,塑性从3.9%大幅提高到6.9%。为了揭示其断裂机理,对(NbMoTaW)100-xCxRHEA的断口形貌进行了观察,如图8(b)、(c)所示。结果表明,NbMoTaW RHEA的断口形貌较为光滑,具有解理断裂的形貌,为脆性断裂;(NbMoTaW)99.5C0.5RHEA的断口形貌有尖锐的撕裂棱和穿晶的微裂纹。表明添加原子数分数为0.5的C后,NbMoTaW RHEA的断裂机制由脆性模式转变为脆韧混合模式。NbMoTaW RHEA的强度和塑性因原子数分数为0.5%的C的微合金化而显著提高。
如前所述,C的微合金化使(NbMoTaW)99.5C0.5RHEA的晶粒细化,大量纳米级的NbC颗粒析出。在SLM成形过程中,冷却速度快,容易产生热残余应力,NbMoTaW RHEA中存在较大的位错密度。而在(NbMoTaW)99.5C0.5RHEA中,C以间隙固溶体的形式存在于基体中,对热变形产生的位错运动有一定的阻碍作用。SLM制备的(NbMoTaW)99.5C0.5RHEA的位错密度更高,而在热循环作用下,晶界和位错处析出大量的NbC颗粒(图7),产生了明显的钉扎作用,从而限制了热循环过程中的NbMoTaW RHEA晶粒的粗化。C的微合金化引起的NbMoTaW RHEA微观组织的变化使其力学性能得到提高。大量的NbC颗粒会产生明显的析出强化效应,从而使(NbMoTaW)99.5C0.5RHEA的强度得到显著提高。此外,在C的微合金化后,NbMoTaW RHEA的塑性也得到明显提高。这是因为C原子的微合金化抑制了晶界处的O偏析,从而保证了基体更强的键合,抑制了晶间裂纹[28]。总的来说,C的微合金化使SLM制备的(NbMoTaW)99.5C0.5RHEA的强度和塑性同时得到提高,达到了良好的平衡。
3.2 NbMoTaWTix RHEAs的组织与性能分析
3.2.1 微观组织分析
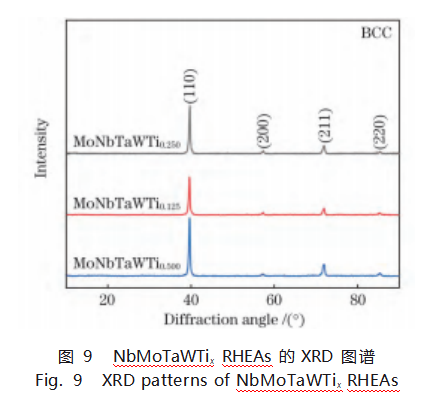
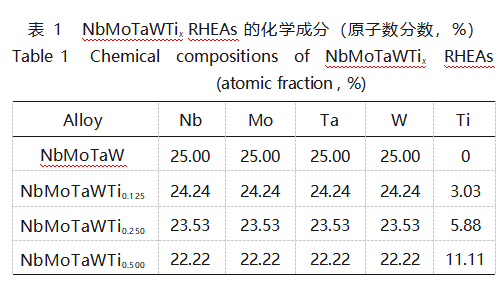
NbMoTaWTix RHEAs(x%=0.125,0.250,0.500,分别用NbMoTaWTi0.125、NbMoTaWTi0.250和NbMoTaWTi0.500表示)。NbMoTaWTix RHEAs的标准化学成分如表1所示。打印态NbMoTaWTix RHEAs的XRD谱图如图9所示。在所有打印态NbMoTaWTix RHEAs的XRD中均只发现了单相BCC结构。随着Ti含量的增加,样品的衍射峰逐渐左移。因此,NbMoTaWTix RHEAs的晶格常数从NbMoTaW RHEA的3.216Å增加到NbMoTaWTi0.5合金的3.224Å。与NbMoTaW中的其他元素相比,Ti的原子半径最大,因此随着Ti含量的增加,Ti不断溶解导致NbMoTaWTix RHEAs晶格常数增加。
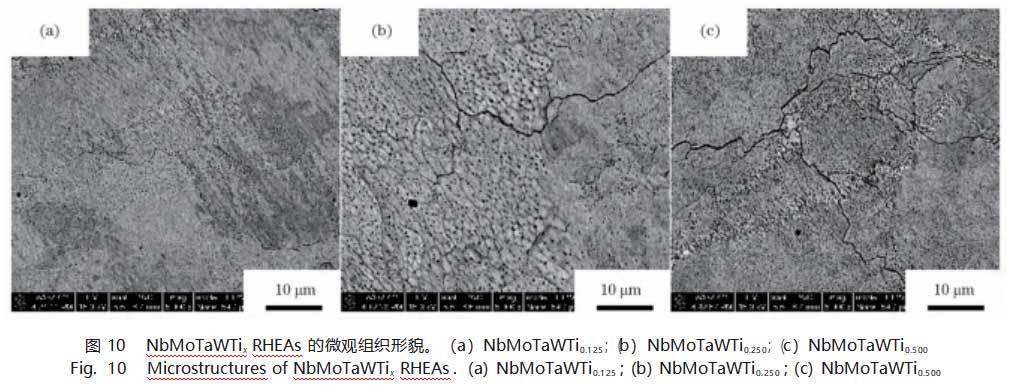
NbMoTaWTix RHEAs的背散射电子(BSE)图像如图10所示。可以发现,NbMoTaWTix RHEAs的晶粒均比较细小,晶粒内部存在有大量位错胞等亚结构,Ti含量的变化对NbMoTaWTix RHEAs的组织形貌影响不大。在三种合金中均未发现裂纹,但与(NbMoTaW)100-xCxRHEA相似,存在少量尺寸较小的孔隙(小于10µm)。
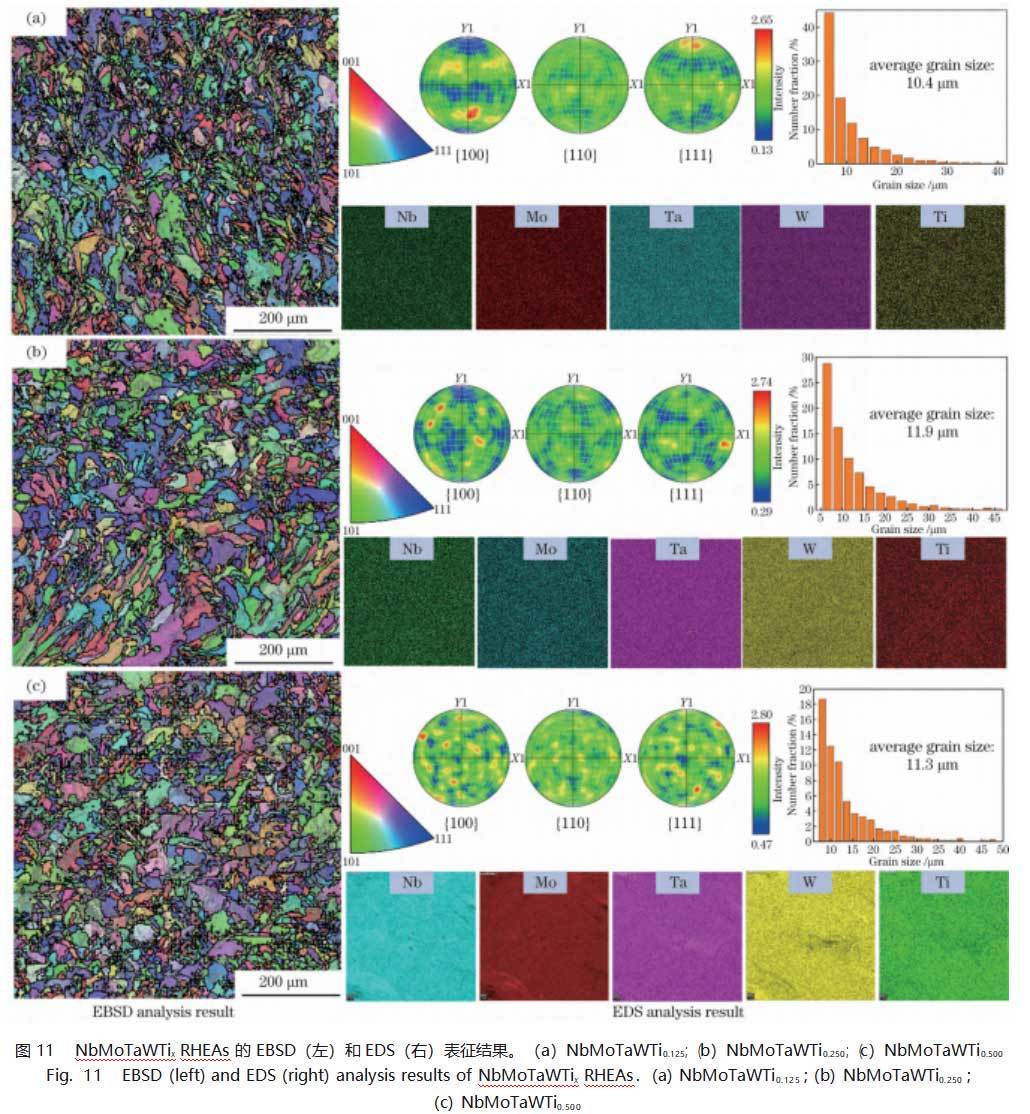
NbMoTaWTix RHEAs的EBSD结果如图11所示。NbMoTaWTix RHEAs的微观组织由部分细长晶粒和少量细小晶粒组成。且随着Ti含量的增加,NbMoTaWTix RHEAs{100}极图中强度大的区域占比越来越大,表明其[100]择优取向变显著。Nb、Mo、Ta、W和Ti元素在NbMoTaWTix RHEAs中几乎均匀分布,表明NbMoTaWTix RHEAs中的元素不存在宏观偏析,Ti原子均匀地固溶在基体NbMoTaW中,形成单相BCC结构。随着Ti含量的增加,NbMoTaWTix RHEAs的晶粒尺寸变化不大,晶粒尺寸变化对力学性能无明显影响,而Ti元素产生的固溶强化作用对其强度的提高起主要作用。
3.2.2 NbMoTaWTix RHEAs的压缩性能分析
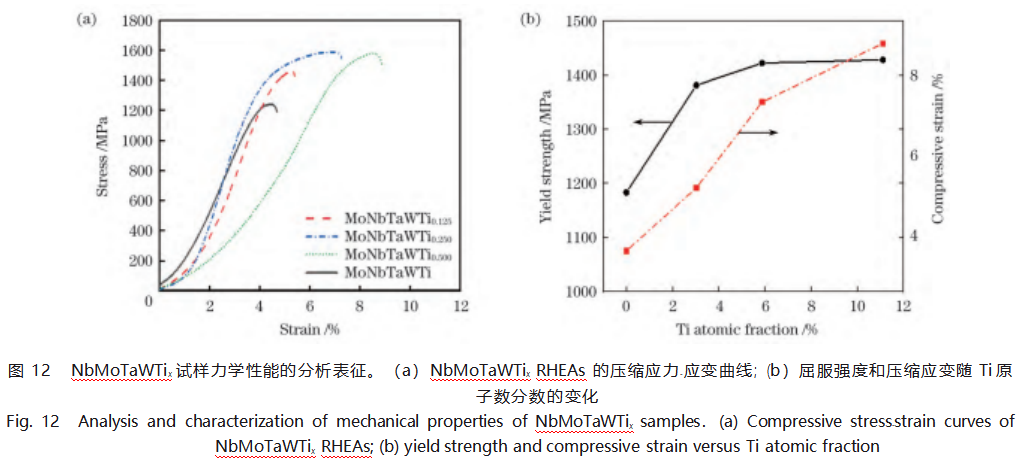
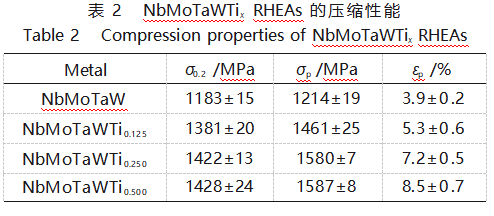
NbMoTaWTix RHEAs的压缩应力-应变曲线如图12(a)所示,相应的压缩性能参数如表2所示,其中σ0.2为屈服强度,σp为抗压强度,εp为应变。随着Ti含量的增加,NbMoTaWTix RHEAs的屈服强度、抗压强度和应变都明显提高。与NbMoTaW相比,NbMoTaWTi0.5RHEA的屈服强度、抗压强度和应变分别提高了20.7%、30.7%和117.9%。屈服强度和压缩率随Ti含量的变化如图12(b)所示。NbMoTaWTix RHEAs的屈服强度在添加少量Ti元素后迅速增大,随着Ti含量的增加,屈服强度的增大幅度逐渐减小;而NbMoTaWTix RHEAs的压缩应变则随Ti含量的增加呈近似线性增加。
如前所示,Ti的原子半径要大于Nb、Mo、Ta和W,因此随着Ti含量的增加,Ti元素固溶后NbMoTaWTixRHEA的晶格常数逐渐变大。此外,有研究[10,29-30]表明,Ti的加入会提高NbMoTaWTix RHEAs的晶界内聚力,可以有效抑制晶间裂纹的扩展,从而提高了NbMoTaWTix RHEAs的塑性。因此,随着Ti含量的增加,SLM制备的NbMoTaWTix RHEAs的强度和塑性同时得到提高。
4 结论
针对NbMoTaW难熔高熵合金室温脆性差的问题,通过结合SLM技术和合金化方法,制备了(NbMoTaW)100-xCx(x%=0,0.5%)和NbMoTaWTix(x%=0.125,0.250,0.500)两种难熔高熵合金,得到以下结论:
1)通过结合激光选区熔化技术和合金化方法,制备了(NbMoTaW)100-xCx和NbMoTaWTix两种RHEA,通过C和Ti的合金化方法提高了NbMoTaW RHEA的室温脆性抗性。
2)采用激光选区熔化技术制备了成形良好的(NbMoTaW)99.5C0.5RHEA,致密度达99.6%。结果表明,原子数分数为0.5%的C原子的加入使NbMoTaW RHEA的晶粒细化,并析出了NbC纳米颗粒。原子数分数为0.5%的C的微合金化作用使NbMoTaW RHEA的屈服强度和断裂强度分别提高了43.3%和44.2%,塑性从3.9%提高到6.9%。
3)采用激光选区熔化技术制备了成形良好的NbMoTaWTix RHEAs。结果表明,NbMoTaWTix RHEAs均为单相BCC结构,随着Ti含量的增加,NbMoTaWTix RHEAs的晶格常数逐渐增大。Ti元素的加入可以有效提高NbMoTaW RHEA的强度和塑性,随着Ti含量的增加,NbMoTaWTix RHEAs的屈服强度、抗压强度和塑性均明显得到提高,分别提高了20.7%、30.7%和117.9%。
4)采用激光选区熔化技术可以实现单向尺寸为100mm的复杂构件的制备,这有助于NbMoTaW RHEAs的进一步推广应用。
参考文献:
激光选区熔化 NbMoTaW 系难熔高熵合金组织韧化与性能研究(特邀)
中图分类号 V252 文献标志码 A DOI:10.3788/CJL231581
星尘科技采用射频等离子体球化技术制备的钨钼钽铌(W-Mo-Ta-Nb)及钨钼钽铌钒(W-Mo-Ta-Nb-V)合金粉末,具有高纯度(≥99.9%)、低氧含量、高球形度、表面光滑、无卫星球、粒度分布均匀以及流动性优良和振实密度高的特点。其性能优势在于优异的高温稳定性、高强度、高硬度、出色的耐磨性和耐腐蚀性。这些粉末主要应用于国防军工、航空航天、核工业等高端领域的激光/电子束增材制造(3D打印)、热等静压、金属注射成型、激光熔覆等工艺。星尘科技可根据客户需求提供多种粒度定制及相应包装服务。详情可以联系我们专业人员:郑经理13318326187.

相关新闻
星尘科技(广东)有限公司

佛山市南海区丹灶镇南沙社区森树基路10号联东优智园1座101号
二维码